JUKI הויך-גיכקייַט פלעקסאַבאַל קלייַבן און אָרט מאַשין KE-3020VA
1.JUKI באַסיק טעכנאָלאָגיע
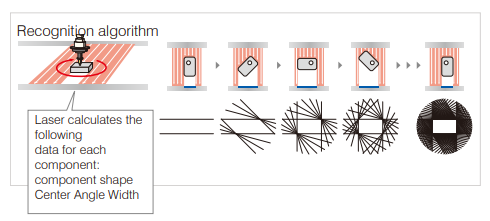
JUKI לאַזער סענטערינג פֿאַר בייגיקייט און קוואַליטעט
די מאַשין קענען דערקענען קאַמפּאָונאַנץ פון פאַרשידן שאַפּעס: פֿון הינטער מיניאַטורע קאַמפּאָונאַנץ אַזאַ ווי 0402 (01005) טשיפּס אַרויף צו 33.5 מם קוואַדראַט קאַמפּאָונאַנץ אַזאַ ווי PLCCs, SOPs, BGAs און QFPs.ווען די מאַשין אנערקענט אַ קאָמפּאָנענט מיט לאַזער, ווערייישאַנז אַזאַ ווי פאָרעם, קאָליר און אָפּשפּיגלונג טאָן ניט ענין.
2.היגה פּראָדוקטיוויטי
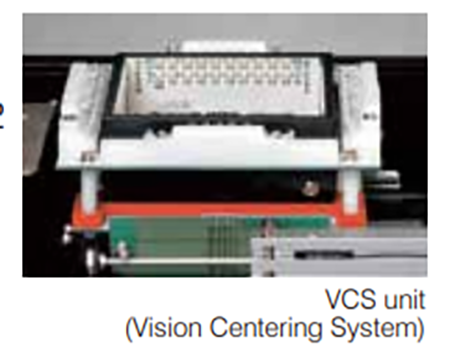
(1) הויך-גיכקייַט, אויף-דעם-פליען זעאונג סענטערינג
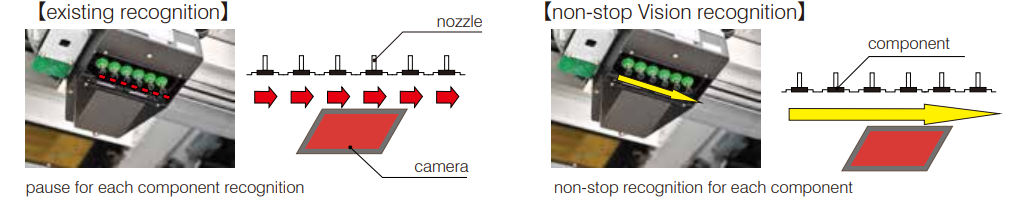
צווייענדיק אַפּווערדז סטראָבינג קאַמעראַס כאַפּן בילדער אין הויך גיכקייַט פֿאַר גרויס, פייַן פּעך אָדער מאָדנע-פאָרעם קאָמפּאָנענט.
(2) סיימאַלטייניאַס אויף-דעם-פליען קאָמפּאָנענט 2 סענטערינג פֿאַר הויך-גיכקייַט פּראָדוקציע
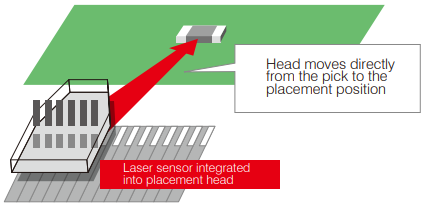
לאַזער סענסער איז ינאַגרייטיד אין די פּלייסמאַנט קאָפּ פֿאַר אויף-דעם-פלי סענטערינג.קאָפּ באוועגט גלייַך פון די קלייַבן שטעלע צו די פּלייסמאַנט שטעלע פֿאַר די שאָרטיסט מעגלעך קאָפּ אַרומפאָרן און מאַקסימום אָרט-מענט גיכקייַט.
(3) אַפּאַראַט מיט הויך האַכלאָטע
געבן הויך-פּינטלעך דורכקוק פֿאַר קאַמפּאָונאַנץ ווי QFP מיט 0.2 מם בלייַ פּעך.
3.היגה פלעקסיביליטי
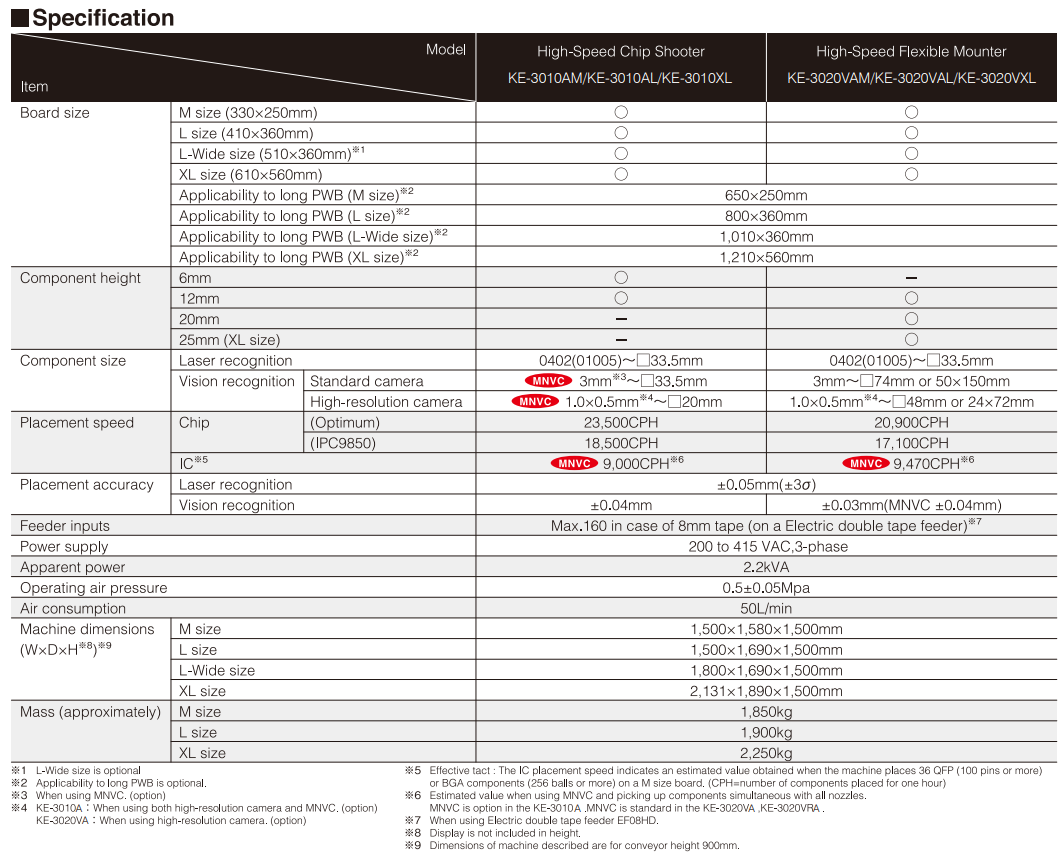
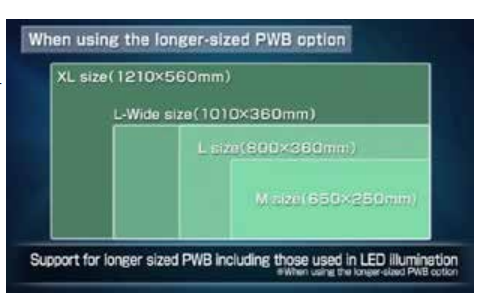
טויגעוודיק פון פּלייסינג אַ מער ברעט אַרויף צו 650 מם × 250 מם (ב גרייס), 800 מם × 360 מם (ל גרייס), 1,010 מם × 360 מם (ל-ברייט גרייס), 1,210 מם × 560 מם (קסל גרייס) דורך אויטאָמאַטיש ינדעקסינג די ברעט צוויי מאָל אין יעדער סטאַנציע.ווי אַ רעזולטאַט, די פּראָדוקציע פון אַ לאַנג פּווב געניצט פֿאַר די געפירט לייטינג עטק איז ענייבאַלד.
ק.● זעלנער דערקענונג לייטינג (אָפּציע)
די סאַדער דרוק קענען זיין אנערקענט ווי BOC צייכן ווען עס איז קיין BOC צייכן אויף די פּווב אָדער די קרייַז.ווען די צוויי מאָל-פאסטעכער לאַנג פּווב איז טראַנספּאָרטאַד, די פּלייסמאַנט בלאָק עטק אויף וואָס די סאַדער דרוק איז דורכגעקאָכט אין די פּלייסמאַנט פון קאַמפּאָונאַנץ אין די קייט ווו די BOC צייכן איז נישט צוגעגרייט קענען זיין געוויינט ווי BOC צייכן
● קאָמפּאָנענט קוואַנטיטי קאָנטראָל (אָפּציע)
דער פּלאַץ פון די פּראָדוקט (פּווב) ווו די קאַמפּאָונאַנץ (געפירט קאַמפּאָונאַנץ אאז"ו ו) זענען געשטעלט איז געראטן.ווען אַ פּווב איז לאָודיד, עס איז אָפּגעשטעלט צי קאַמפּאָונאַנץ פארלאנגט צו פאַרענדיקן אַ פּראָדוקציע פון די פּווב בלייבן אין די פידערז מיט קאַמפּאָונאַנץ אין פאַרשידענע גורל וואָס זענען נישט געמישט אין אַ פּווב.אויב קאַמפּאָונאַנץ זענען נישט גענוג, אַ ווארענונג איז געוויזן איידער די פּלייסמאַנט סטאַרץ.

4.היגה קוואַליטי
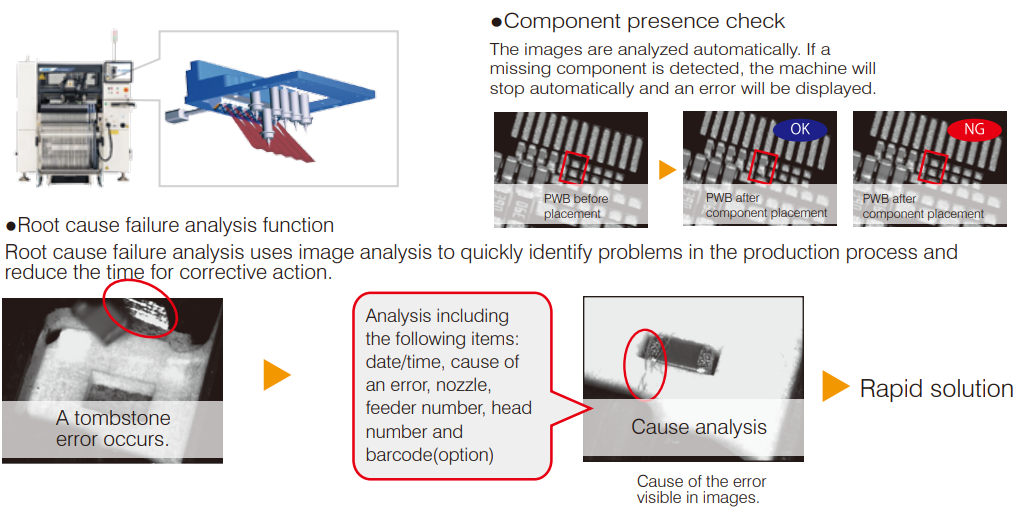
פאַרהיטונג פון דעפעקטיווע פּוובס און גיך אַנאַליסיס פון די גרונט און קערעקטיוו קאַמף פּלייסמאַנט מאָניטאָר
אַן הינטער מיניאַטורע אַפּאַראַט געבויט אין די קאָפּ אָפּטיילונג קאַפּטשערז בילדער פון קאָמפּאָנענט קלייַבן און פּלייסמאַנט אין פאַקטיש צייט.אַן אַנאַליסיס איז לויפן פֿאַר בייַזייַן / אַוועק און טרייסאַביליטי אינפֿאָרמאַציע קענען זיין געראטעוועט.דעם יינציק פֿונקציע פּריווענץ דעפעקטיווע פּוובס און ראַדוסאַז די צייט פֿאַר שורש גרונט דורכפאַל אַנאַליסיס.